How Efficient Conveyor Systems Can Improve Workflow
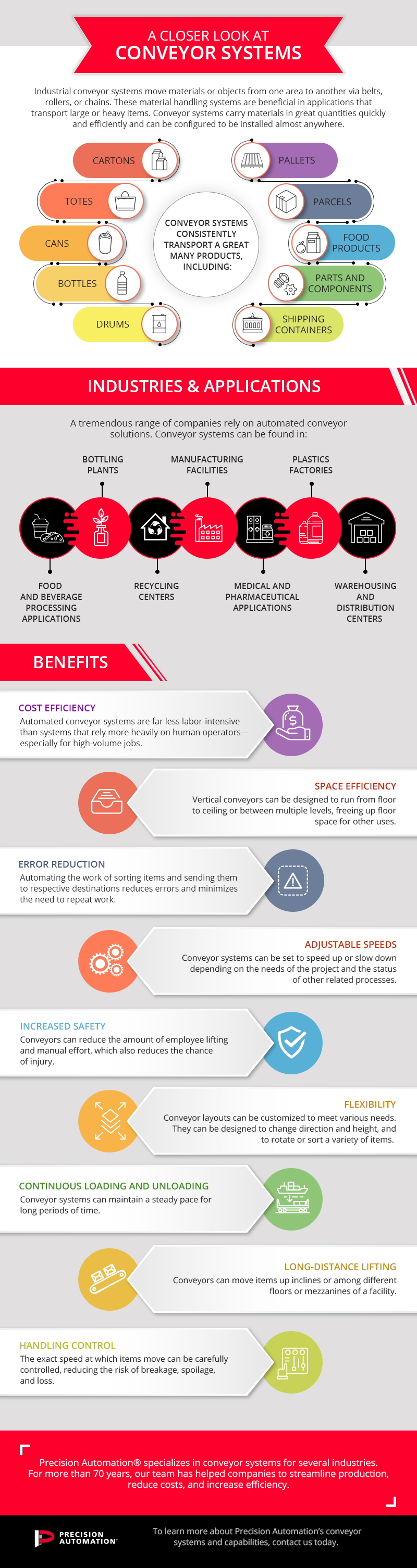
Industrial conveyor systems move materials or objects from one area to another via belts, rollers, or chains. These material handling systems are beneficial in applications that transport large or heavy items. Conveyor systems carry a wide range of materials in great quantities quickly and efficiently and can be configured to be installed almost anywhere.
The characteristics of the items being transported- along with desired system speed, space allotted, and what kinds of existing machinery are located on either end- are all factors considered when determining the required type of conveyor for a project. The physical conveying material selection for a system also depends upon the products being transported as well as environmental considerations. Food industry conveyors, for instance, must be made from materials that are food-safe and meet sanitary standards. Conversely, bulky products or larger manufactured material may require a heavy-duty powered roller conveyor.
Conveyor systems consistently transport a great many products, including:
- Cartons
- Totes
- Cans
- Bottles
- Drums
- Pallets
- Parcels
- Food Products
- Parts and components
- Shipping containers
- Unpackaged goods
- and plenty more!
There are endless possible conveyor orientations and configurations. The straight horizontal conveyor is the most basic and recognizable, but there are multiple variations on this model. A vertical conveyor might move items from one level to another, for example, while circular conveyor belts commonly move baggage through airports. Roller conveyors facilitate package or component transport in warehousing and distribution operations. Regardless of the type, conveyor systems of all kinds reduce costs by transporting materials in a fast, orderly, and- most importantly- safe way.
Benefits of Automated Conveyor Systems
The benefits of choosing automated conveyor systems include:
- Cost efficiency. Automated conveyor systems are far less labor-intensive than systems that rely more heavily on human operators—especially for high-volume jobs.
- Space efficiency. Vertical conveyors can be designed to run from floor to ceiling or between multiple levels, freeing up floor space for other uses.
- Error reduction. Automating the work of sorting items and sending them to respective destinations reduces errors and minimizes the need to repeat work.
- Adjustable speeds. Conveyor systems can be set to speed up or slow down depending on the needs of the project and the status of other related processes.
- Increased safety. Conveyors can reduce the amount of employee lifting and manual effort, which also reduces the chance of injury. Many companies also use conveyor systems to reduce the hazards of forklift traffic within their facilities.
- Flexibility. Conveyor layouts can be customized to meet various needs. They can be designed to change direction and height, and to rotate or sort a variety of items. Conveyors can also deliver materials to many different types of vehicles and shapes of storage containers.
- Continuous loading and unloading. Conveyor systems can maintain a steady pace for long periods of time.
- Long-distance lifting. Conveyors can move items up inclines or among different floors or mezzanines of a facility.
- Handling control. The exact speed at which items move can be carefully controlled, reducing the risk of breakage, spoilage, and loss.

A tremendous range of companies rely on automated conveyor solutions. Conveyor systems can be found in food processing applications, bottling plants, recycling centers, manufacturing facilities, medical and pharmaceutical applications, plastics factories, and countless others.
A very common application for extensive conveyor systems is within warehousing and distribution centers. Companies that provide third party logistics utilize conveyors for the handling and routing of products and containers from order selection through final packaging and shipment. These types of packaging and shipping solutions prove their value by lowering operational costs, and through swift intra-warehouse transportation.
Integrated Conveyor Solutions
Precision Automation® specializes in conveyor systems for the manufacturing, pharmaceutical, food and beverage, medical device, and warehousing and distribution industries. We design integrated conveyor solutions for several processes, including (but certainly not limited to):
- Carton handling
- Sanitary food and beverage
- Packaging and shipping applications
- Individual products
- Sorting systems
- Pallet handling
With the ability to handle and convey a wide variety of products, our approach starts with the investigation and understanding of your needs. We manage the entire project with thorough analysis, all the way through installation and training. The result is a complete engineered solution that will increase throughput and lower your bottom line operating costs.

Custom Automation Systems from Precision
For more than 70 years, Precision Automation® has helped companies to streamline production, reduce costs, and increase efficiency. Our conveyor system sales engineers design and integrate innovative solutions to fit each customer’s respective needs. Selecting from a list of partner manufacturers allows our team the vast resources to choose the exact configuration and size of conveyor components to effectively transport nearly any type of product or material.
To learn more about Precision Automation’s conveyor systems and capabilities, contact us today. Our conveyor experts look forward to speaking with you!